ТПА представляет собой специализированное оборудование для литья пластиковых изделий, функционирующее на основе процесса литья под давлением. Этот метод широко применяется для массового производства разнообразных компонентов из пластика — от обычных крышек и корпусов до сложных технических деталей с точной геометрической формой. В данной технологии ключевую роль играет термопластавтомат, который выполняет комплекс операций по подготовке и подаче расплавленного полимера в пресс-форму с необходимым давлением, а также обеспечивает непрерывное повторение производственного цикла для выпуска изделий с высоким уровнем стабильности.
Устройство ТПА включает несколько последовательно реализуемых этапов производства: превращение полимерного сырья в расплавленное состояние, дозирование необходимого объёма расплава, впрыск его в пресс-форму, выдерживание под давлением, охлаждение детали и её извлечение. Понимание конструкции и принципов работы термопластавтомата важно как для точного взаимодействия с производственным отделом, так и для оценки факторов, влияющих на качество изделий, стабильность рабочих циклов и общую производительность участка.
ТПА в технологической цепочке литья под давлением
ТПА не работает изолированно, он интегрирован в общую технологическую цепочку, которая включает системы подачи и подготовки сырья, оборудование для сушки материала, пресс-формы, устройства термостатирования, а также периферийные элементы, такие как роботизированные манипуляторы для съёма изделий, транспортёры, системы контроля качества, дозировочное оборудование и линии упаковки. В первую очередь машина отвечает за поддержание стабильного и воспроизводимого цикла с заданными технологическими параметрами для обеспечения высокого качества продукции и эффективности производственного процесса.
Основные узлы термопластавтомата
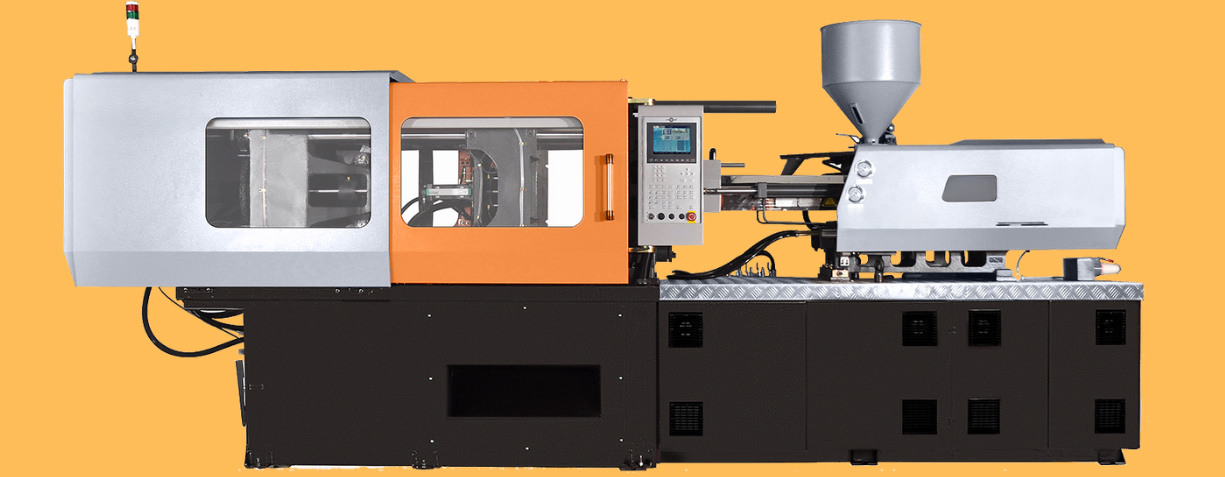
Главные компоненты установки включают четыре ключевых узла: систему впрыска, узел смыкания пресс-формы, приводную систему и систему управления. Каждый из них играет существенную роль: устройство впрыска отвечает за подготовку и дозирование расплава, узел смыкания обеспечивает надёжное закрытие формы во время литья, привод задаёт движение машинных компонентов, а система управления поддерживает и регулирует параметры технологического цикла в соответствии с требованиями.
В узле впрыска размещены бункер для подачи гранул, цилиндр с нагревательными элементами, шнек и сопло. Гранулированное сырьё подаётся в цилиндр, где происходит его плавление за счёт нагрева и механического перемешивания. Шнек не только транспортирует материал вперёд, но и действует как накопитель дозы расплава, а затем обеспечивает его впрыск в пресс-форму, выступая в роли плунжера при заполнении полости.
Узел смыкания состоит из плит, колонн и механизма, отвечающего за замыкание и удержание пресс-формы, а также системы выталкивания готового изделия после охлаждения. От величины и правильного выбора усилия смыкания зависит предотвращение раскрытия формы и образование дефектов, таких как облой, особенно при работе под высоким давлением.
Приводной механизм термопластавтомата может быть гидравлическим, электрическим или комбинированным. Гидравлические приводы широко используются благодаря возможности обеспечения больших усилий и относительно универсальному применению. Электроприводы выделяются высокой точностью управления, стабильностью повторяемости параметров и энергоэффективностью. Гибридные системы объединяют преимущества обеих технологий для оптимизации рабочих характеристик. Центральная система управления координирует установку, задаёт температурные режимы, скорости движения, давление и временные параметры каждого этапа, что обеспечивает стабильность и воспроизводимость технологического процесса.
Как работает ТПА
Работа термопластавтомата строится на последовательном выполнении нескольких этапов, повторяемых для каждого литьевого цикла. Каждый шаг оказывает значительное влияние на итоговое качество изделия и эффективность производства.
На первом этапе происходит пластикация: гранулы вводятся в цилиндр, где при нагреве и под действием крутящего момента шнека материал расплавляется и перемешивается, после чего формируется необходимая доза для впрыска. Для полимеров, чувствительных к влаге, предварительная сушка сырья важна для предотвращения дефектов поверхности, обеспечения стабильности процесса и сохранения требуемых свойств готовых изделий.
Следующий этап — смыкание формы. После накопления расплава машина закрывает пресс-форму и прикладывает усилие, достаточное для того, чтобы предотвратить её раскрытие во время впрыска и выдержки под давлением. Недостаточное усилие может привести к нарушению геометрии и образованию облоя.
Далее следует впрыск. Шнек подаёт расплав через сопло и систему литников в полость формы. Технологический профиль скорости и давления подачи влияет на равномерность заполнения формы и помогает снизить риск появления дефектов, таких как неполное заполнение, подгар, линии спая или локальное перенапряжение материала.
На стадии выдержки под давлением происходит частичная компенсация усадки материала и стабилизация массы детали. Некорректно подобранные параметры давления и длительности этого этапа могут стать причиной дефектов, включая раковины, деформацию изделия, неоднородность массы и снижение повторяемости партий.
В течение следующего этапа охлаждения изделие набирает необходимую твёрдость, чтобы его можно было безопасно извлечь из формы без деформации. Недостаточная продолжительность охлаждения ведёт к проблемам с геометрической точностью и появлению следов от выталкивателей, в то время как слишком долгий цикл уменьшает производительность оборудования.
Завершается процесс открытием формы и извлечением готового изделия выталкивающей системой. Конструкция формы, расположение выталкивателей, угол извлечения и текущая прочность детали играют важную роль для проведения данной операции без повреждений.
Какие параметры влияют на качество изделия
Качество конечного изделия напрямую зависит от ряда технологических параметров: температуры расплава и формы, режимов скорости и давления впрыска, параметров выдержки, продолжительности охлаждения и стабильности дозирования. Отклонения по любому из этих факторов увеличивают риск появления дефектов, таких как неполное заполнение, облой, деформации, вариации массы, нарушения поверхности и нестабильность размеров.
Типичные проблемы при запуске
На этапе запуска оборудования часто возникают типичные проблемы, связанные с недостаточной подготовкой сырья, особенно влагочувствительного, попытками чрезмерно сократить время охлаждения, несоответствием усилия смыкания и давления впрыска, а также отсутствием контроля стабильности параметров в серии. На практике дефекты возникают не из-за одной причины, а вследствие взаимодействия нескольких факторов, включая особенности технологии, конструкцию пресс-формы, состояние материала и непоследовательность режимов.
Заключение
Таким образом, термопластавтомат интегрирует в себе функции подготовки расплава, впрыска, выдержки, охлаждения и извлечения изделия в рамках комплексного и повторяемого цикла. Понимание принципов его работы и составляющих компонентов упрощает понимание технологии литья под давлением, позволяет точнее формулировать технические требования для производства и способствует снижению рисков возникновения дефектов на производственной стадии. Хотя ТПА не гарантирует качество продукции самостоятельно, именно этот аппарат создаёт основу для стабильного, контролируемого и воспроизводимого процесса изготовления пластиковых деталей.
Автор: Евгений Мещеряков, коммерческий директор компании «ИнженерКАМ».