Специалисты цеха централизованного ремонта Смоленской АЭС осваивают современную технологию автоматической орбитальной сварки трубопроводов контура многократной принудительной циркуляции (КМПЦ). Опытно-промышленные образцы дистанционно управляемых установок для ремонта сварных соединений Ду800 реакторов типа РБМК по заказу концерна «Росэнергоатом» разработало и изготовило ОАО «НИКИМТ-Атомстрой». Оборудование успешно прошло приемочные испытания на нашей станции и готовится к промышленной эксплуатации.
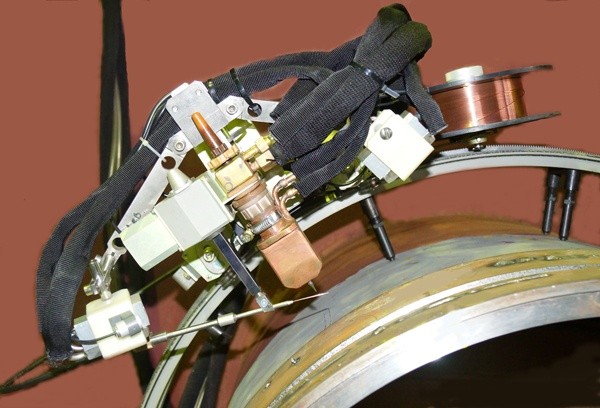
На Смоленскую АЭС поставлены три автоматизированных установки – два сварочных комплекса СА-717 для выполнения наружных работ и один комплекс СА-706 для сварки труб изнутри.
— Приемочные испытания оборудования проведены в условиях, максимально приближенных к рабочим, — рассказывает заместитель главного инженера САЭС Виталий Апутин. — Контрольные сварные соединения были изготовлены из натурных трубопроводов Ду800 КМПЦ. Работу вели в два этапа — сварка с наружной стороны с помощью сварочных комплексов СА-717, а затем восстановление антикоррозионного покрытия на внутренней поверхности трубопровода с помощью СА-706. Автоматические установки показали стабильно высокое качество сварного соединения на прямолинейных участках трубопроводов, тем самым подтвердили свою готовность к работе.
Управляются они дистанционно. Оператор может находиться на довольно большом расстоянии, до 45 метров, от места проведения сварочных работ. Сварочный комплекс автоматически перемещается по периметру стыка по заданным оператором параметрам, которыми он дистанционно управляет с помощью телевизионной системы наблюдения: в режиме реального времени контролирует положение сварочной горелки в пространстве, корректирует режимы сварки, а также выполняет осмотр готового шва.
— Сварочные комплексы обеспечивают строгое соблюдение технологических параметров сварки. Их применение весьма актуально для выполнения массовых работ на швах Ду800, сварка которых производится в условиях высокой плотности расположения труб и большой затесненности рабочего пространства и требует получения стабильных и качественных показателей — говорит мастер ЦЦР Евгений Филиппов. — Установки мобильны и просты в управлении. Специалисты нашего цеха буквально за неделю освоили методику работы с ними. Выполняя контрольные образцы, мы убедились, что автомат практически не дает дефектов, исключает порообразование и шлаковые включения, тогда как при ручной сварке они более вероятны, и, как следствие, требуют сложной и длительной работы по их исправлению, что увеличивает производительность процесса. Также в числе преимуществ автоматических установок — их малое «вложение» тепла. Если при ручной обработке стыка сварщики разогревают его примерно до 150-170 градусов, то автомат, работая в течение смены, за счет импульсной сварки нагревает стык максимум до 70 — 100 градусов.
Сейчас специалисты станции проводят аттестацию новой технологии сварки: изготавливают контрольные образцы, выполняют их неразрушающий контроль и механические испытания, выявляют «слабые места» установок, требующие конструкторской доработки.
— До конца этого года технология должна быть аттестована, — говорит Виталий Апутин. — Во время ремонтной кампании 2015 года она будет опробована на рабочем металле трубопроводов Ду800.