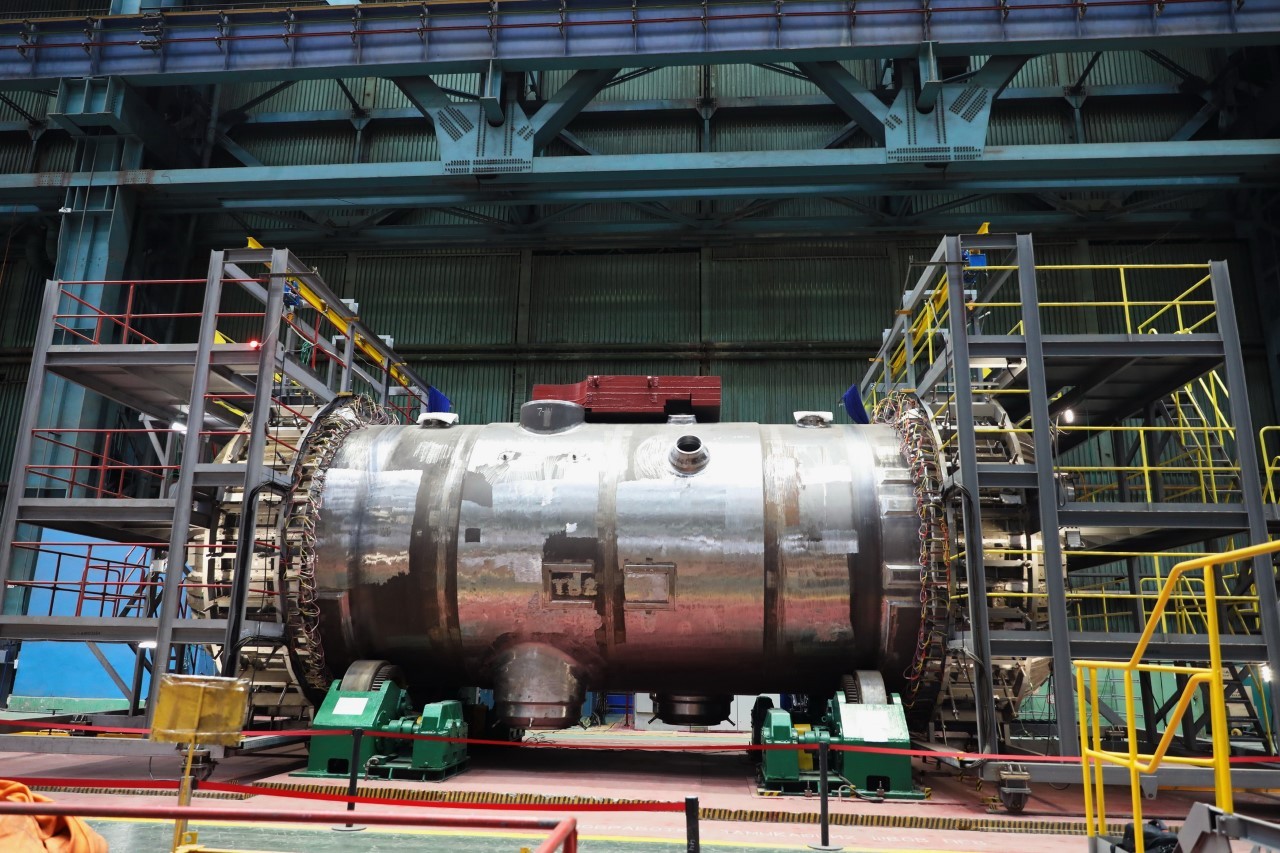
В волгодонском филиале АО «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома – «Атомэнергомаш») завершили местную термообработку швов приварки днища парогенератора для энергоблока № 7 АЭС «Тяньвань» (Китай).
Так как объемную термообработку в печи невозможно проводить из-за установленных внутри корпуса тонкостенных нержавеющих теплообменных труб, специалисты проводят местную термообработку замыкающих сварных швов.
В зоне сварных швов устанавливаются гибкие электрические нагревательные элементы. Далее производится плавный нагрев до температуры выдержки 620–660 °С, при этом скорость нагрева и выдержки регулируется программированием 12 зон нагрева сварного шва. Специалисты фиксируют температуру каждые полчаса. Градиент температур по всем контролируемым зонам нагрева не должен превышать 40 °С в процессе нагрева и 20 °С в процессе выдержки.
Местная термическая обработка включает в себя плавный нагрев шва и плавное охлаждение сварного соединения и околошовной зоны. Полностью процесс занимает около четырех суток.

Сначала работы проводили на одном шве, затем специалисты усовершенствовали стенд: перешли на отечественные комплектующие и полностью автоматизировали систему. Теперь работы проводят одновременно на двух швах, что сокращает время термообработки в три раза.
Далее парогенератору предстоит пройти контрольные операции: вакуумные и гелиевые испытания, а также вихретоковый контроль теплообменных трубок.
Парогенератор – теплообменный аппарат, является частью реакторной установки и относится к изделиям первого класса безопасности. Длина аппарата – порядка 14 м, диаметр – более 4 м, вес – 350 т. В состав оборудования одного энергоблока АЭС входят четыре парогенератора.
