Ионообменные смолы (англ. IEX ) играют важную и все возрастающую роль в технологических процессах очистки теплоносителей и других водных сред. В ходе эксплуатации они накапливают значительное количество радиоактивности, достаточное для отнесения их к среднеактивным РАО, что наряду с органическим характером обуславливает сложность их утилизации. Технологии их переработки, применявшиеся до недавнего времени, не обеспечивали удаления органических веществ, что нежелательно при утилизации, либо предусматривали высокотемпературные воздействия, что создавало проблему уноса летучих радионуклидов. Фирмы NUKEM Technologies и NG K разработали технологию пиролиза в реакторе с шариковой засыпкой, конечный продукт применения которой не содержит органических веществ, а рабочая температура процесса (около 500°C) обеспечивает полную локализацию радионуклидов цезия в твердом остатке.
Ионообменные смолы применяются для очистки теплоносителя первого контура реакторов от радионуклидов на всех АЭС с водяным охлаждением. Это осуществляется посредством непрерывного отбора определенного объема теплоносителя из главного контура и его пропуска через серию охладителей, фильтров и слоев ионообменных смол.
Для новых АЭС характерно принятие всех возможных технических мер по снижению образования жидких радиоактивных сред, а также по максимально возможной очистке образующихся радиоактивных растворов при помощи ионного обмена, позволяющего переводить их в категорию нерадиоактивных отходов. Это снижает нагрузку на выпарные установки или даже позволяет полностью от них отказаться.
Регенерация ионообменных смол возможна, но нецелесообразна.
Вопросы утилизации ИОС
Ионообменные смолы обычно представляют собой сетчатый полистирол с встроенными функциональными группами триметиламмония для анионообменников и сульфонила для катионообменников. В ядерных реакторах с водой под давлением применяются крупнозернистые ионообменные смолы в виде шариков, в кипящих водо-водяный реакторах применяются порошковые ионообменные смолы.
") Рис. 1. Полистирол с группой сульфонила (Na-форме)
Рис. 1. Полистирол с группой сульфонила (Na-форме)В зависимости от водно-химического режима, на энергоблоке мощностью 1300 МВт ежегодно образуется 3-10 м3 отработавших ионообменных смол.
В ходе эксплуатации ионообменные фильтры удаляют катионы и анионы, и по истечении необходимого времени радиоактивного распада, основной вклад в радиоактивность смол вносится изотопами 134,137Cs, 60Co и 90Sr. Уровни удельной активности могут сильно разниться, причем в будущем ожидаются значения до 105-106 и даже 107 Бк/г, что обуславливает отнесение отработавших смол к среднеактивным отходам или даже к ВАО, в зависимости от классификации, принятой в нормативной базе конкретной страны.
Поскольку регенерация, используемая в общепромышленных технологиях, на АЭС обычно отсутствует, отработавший материал необходимо утилизировать как радиоактивные отходы. Это связано со следующими проблемами:
- при содержании воды свыше 50% отработавшие ионообменные смолы не подходят для непосредственной утилизации;
- в их состав входят органические вещества, в связи с чем возникает необходимость оценки с точки зрения возгораемости, огнестойкости и газообразования, вызванного радиолитическим и химическим воздействиями.
На международном рынке предлагается ряд технологических решений, призванных обеспечить выполнение требований нормативов различных стран. Их основные преимущества и недостатки:
- осушка с последующей непосредственной окончательной изоляцией не обеспечивает снижения объема отходов и не решает большинства перечисленных проблем;
- цементирование связано с выделением большого количества аминов, увеличением объема отходов, подлежащих захоронению, а также низкой огнестойкостью конечного продукта с выделением газов в результате радиолиза;
- включение в пластиковую матрицу (ПВХ, полиэтилен, эпоксидную смолу) увеличивает объем отходов и не устраняет проблемы воспламеняемости и радиолиза;
- сжигание технически сложно осуществимо ввиду низкой горючести материала; высокие уровни радиоактивности усложняют обслуживание печей, в частности, ввиду загрязнения кирпичной футеровки, а летучие радионуклиды (Cs) пиролизные газы (последние аргументы особенно справедливы для плазменного сжигания);
- переработка в реакторе с псевдосжиженным слоем позволяет выполнить все критерии приемлимости для захоронения, но требует использования сложных технологических установок. Тем не менее, могут возникнуть осложнения в случае присутствия на ряду с ИОС других материалов (затрудняющих образование и поддержание страбильности псевдосжиженного слоя).
Соответственно, существует необходимость в процессе, который обеспечивал бы снижение объема отходов и получение инертного или минерализованного конечного продукта при относительной технологической простоте и рабочей температуре не более 600°C.
Технология пиролиза NUKEM/NGK: основные принципы
Пиролизная технология изначально была создана для переработки жидких органических отходов, образующихся в процессе переработки ОЯТ для повторного использования.
Типичный случай ее применения – утилизация отработавших растворителей (трибутилфосфата в смеси с керосином). Данная технология предусматривает пиролиз трибутилфосфата вместе с гидроксидом кальция в перемешиваемом реакторе с шариковой засыпкой при температуре около 500°C. Гидроксид кальция вступает в прямую реакцию с фосфатными группами с образованием пирофосфата кальция, который содержит всю радиоактивность и подлежит утилизации как среднеактивные отходы. Органические компоненты переходят в пиролизный газ, который затем сжигается. Отходящие газы проходят дополнительную очистку.
Установки пиролиза трибутилфосфата сооружены во Франции (Ля Аг), Бельгии (Мол) и Японии (Роккашо Мура). Японская установка вводится в эксплуатацию, а бельгийская недавно прекратила работу, поскольку все запасы трибутилфосфата, образовавшиеся при эксплуатации объектов Eurochemic, успешно переработаны.
На этих, а также собственных опытно-промышленных установках NUKEM и NGK были проведены многочисленные эксперименты с целью расширения диапазона перерабатываемых отходов.
Пиролиз/пирогидролиз ионообменных смол
Предварительные испытания показали, что разложение ионообменных смол при помощи пиролиза дает очень хорошие результаты: обеспечивает получение инертного и химически нейтрального конечного продукта без применения добавок.
Основным компонентом конечного продукта («пиролизата» или золы) является углерод. Подача в процесс водяного пара – при этом пиролиз становится пирогидролизом – обеспечивает почти полное удаление углерода, при этом в составе золы остаются только неорганические компоненты. Результаты показали, что при пиролизе/пирогидролизе ионообменных смол в пиролизат полностью переходят все радиоактивные элементы.
Это достигается благодаря сравнительно низкой температуре технологического процесса, что предотвращает переход летучих элементов (таких как радиоизотопы цезия) в газообразную фазу. Оснащение пиролизной установки металлокерамическими фильтрами обеспечивает очистку, при которой даже связанная с частицами пыли радиоактивность останется в пиролизате.
Пиролизат представляет собой сыпучий твердый материал, а не расплав – соответственно, он прост в обращении и может быть спрессован или зацементирован, в зависимости от требований, предъявляемых к промежуточному хранению и захоронению.
 Рис 2. Сравнительный внешний вид ионообменного материала и пиролизата
Рис 2. Сравнительный внешний вид ионообменного материала и пиролизатаЛюбые другие, помимо смол, составляющие отходов, например, неорганические фильтрующие материалы или даже иные органические материалы, не представляют помеху для технологического процесса: в зависимости от химического состава они высушиваются, кальцинируются или также подвергаются пиролизу/пирогидролизу.
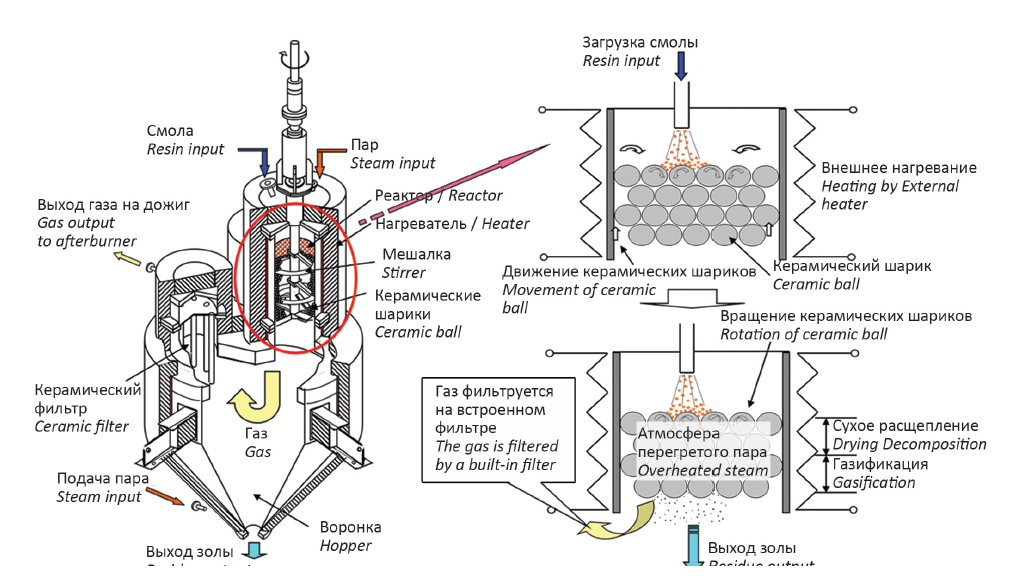
На рисунке 3 представлена принципиальная схема технологии. Основной технологический процесс (включая обращение с отходящими газами) показан на рисунке 4.
 Рис. 3. Принципиальная схема пиролиза/пирогидролиза
Рис. 3. Принципиальная схема пиролиза/пирогидролизаРеактор с гранулированной засыпкой
 Рис. 4. Технологический процесс пиролиза
Рис. 4. Технологический процесс пиролизаПиролиз/пирогидролиз непосредственно происходит в пиролизном реакторе, который содержит слой насыпного материала. Корпус реактора оснащен наружным обогревом, шариковая засыпка в процессе работы постоянно перемешивается для поддержания равномерного распределения температуры внутри реактора. Корпус реактора выполнен из жаростойкой стали, устойчивой к химическим и механическим воздействиям.
 Рис. 5. Реактор с засыпкой: 1 – закрытый; 2 – в открытом виде
Рис. 5. Реактор с засыпкой: 1 – закрытый; 2 – в открытом видеМодуль фильтрации горячего газа (конусовидный контейнер с металлокерамическими свечевыми фильтрами) присоединен непосредственно к реактору. Твердые частицы удаляются через низ контейнера, отходящие газы отводятся сверху – от металлокерамических свечевых фильтров, обеспечивающих максимально высокую степень фильтрации, – в камеру дожигания.
Перегретый пар может подаваться в реактор в нескольких точках.
Контроль выбросов
В процессе переработки ИОС образуются вторичные отходы в газообразном состоянии (например, метан или пропен), пар и небольшое количество аммиака. Пиролизный газ выжигается в камере дожигания, после чего отходящие газы направляются на систему контроля выбросов и HEPA-фильтры.
Если подобная установка сжигания с системой газоочистки отсутствует, отходящие газы все равно необходимо сжигать и очищать от вредных примесей, например, SO2 и HCl. Скрубберы «мокрой» очистки с щелочным промывочным раствором предназначены для улавливания растворяемых веществ. На заключительном этапе отходящие газы после повторного нагрева пропускаются через HEPA-фильтр, чтобы обеспечить предельно допустимым значениям химических и радиологических выбросов.
Кондиционирование
Существует несколько подходов к кондиционированию отходов, ориентированных на широкий спектр условий промежуточного хранения. Пиролизат, полученный при переработке низкоактивных ионообменных смол, может подвергаться прессованию (компактированию), в то время как конечный продукт переработки относящийся к категории среднеактивных отходов целесообразно цементировать.
В настоящий момент проектом предусмотрено цементирование пиролизата в бочках, что гарантирует его равномерное распределение в цементной матрице и одновременно обеспечивает высокую устойчивость к выщелачиванию и механическим воздействиям.
Наибольший коэффициент снижения объема может быть достигнут при суперкомпактировании пиролизата. При цементировании в бочках коэффициент снижения объема уменьшается до показателя от 3 до 2. Цементирование пиролизата позволяет уменьшить объем отходов, идущих на захоронение, по сравнению с традиционными методами прямого цементирования, которые не могут обеспечить такое снижение объема отходов, а наоборот увеличивают его.
Характеристики установки
") Рис 6. Установка целиком (собранная)
Рис 6. Установка целиком (собранная)Технические данные стандартной установки пиролиза/пирогидролиза производства NUKEM/NGK приведены в таблице.
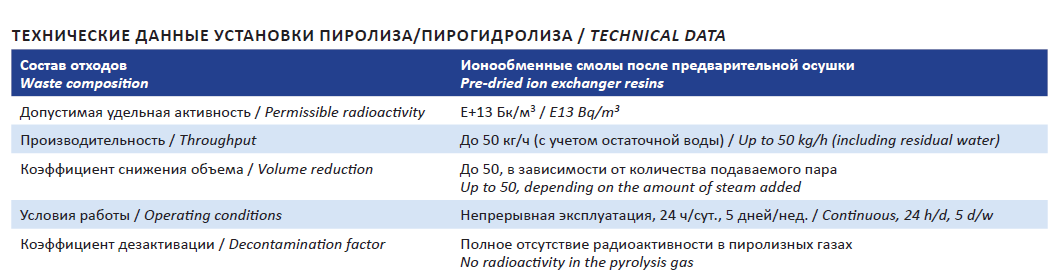
Создание установок с меньшей производительностью при необходимости не представляет сложности.
Поскольку собранная установка очень компактна, особенно линия отвода газов, возможно ее исполнение в виде модульной конструкции, позволяющей перемещение между различными объектами.
Авторы:





