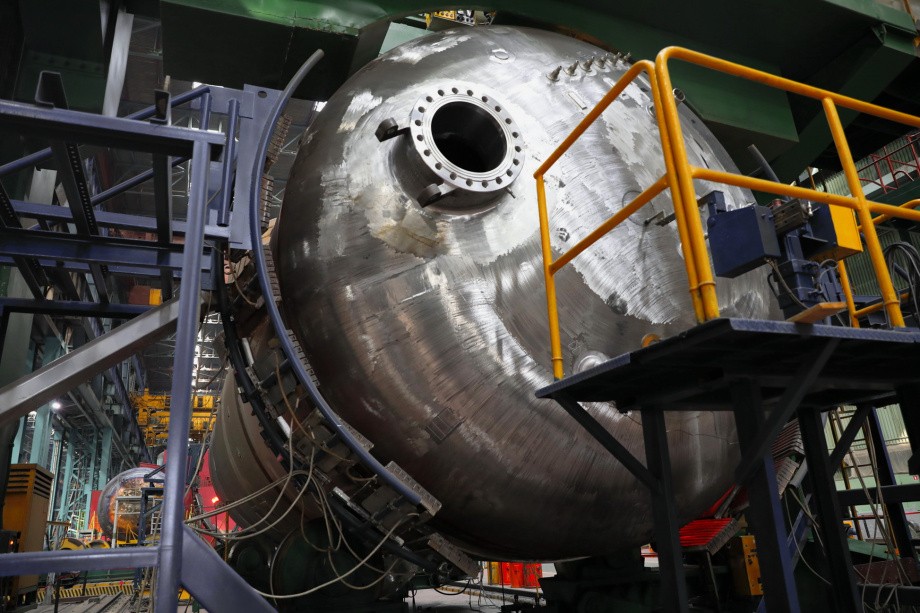
В Волгодонском филиале АО «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома – Атомэнергомаш) завершили операцию приварки днищ парогенератора для АЭС «Руппур». Это завершающий этап изготовления парогенераторов.
Предварительно днища из раскаленной заготовки штампуют с помощью пресса. Их сварка с корпусом парогенератора начинается после комплектации изделия теплообменными трубками.
Автоматическая сварка днищ происходит под нагревом при температуре от 120-190 градусов в течение 5 суток. На сварку двух швов уходит 700 кг проволоки и 900 кг флюса.
Далее специалисты проведут местную термообработку сварных швов и полный спектр технических контролей, включая гидравлические испытания и вихретоковый контроль теплообменных труб.
Парогенератор — теплообменный аппарат, является частью реакторной установки и относится к изделиям первого класса безопасности. Длина аппарата порядка 14 метров, диаметр – более 4 м, вес – 350 т. В состав оборудования одного энергоблока АЭС входят четыре парогенератора.