В настоящее время важной задачей машиностроения в области метрологии, в частности неразрушающего контроля, является разработка новаторских методов идентификации, локализации и измерения геометрических параметров дефектов на поверхности цилиндрических объектов. Высокая точность, требуемая для изготовления оборудования, относящихся к энергетической, нефтегазовой и машиностроительной отраслям промышленности, обеспечивает последующее стабильное функционирование изделий в эксплуатационных условиях.
В современном машиностроении отмечается дефицит оборудования и систем для измерения геометрических параметров дефектов и последующей классификации изделия по критерию брака.
Перспективным методом неразрушающего контроля, применимым к задаче определения геометрических параметров поверхностных дефектов, является триангуляционный лазерный метод, который позволяет проводить измерения в автоматическом режиме, автономно от обслуживающего персонала, на высокой скорости и точности определения геометрических параметров дефектов в диапазоне ± 5 мкм.
В рамка проводимых научно-исследовательских и опытно-конструкторских работ создан опытный образец системы определения геометрических параметров поверхностных дефектов. (первое изображение)
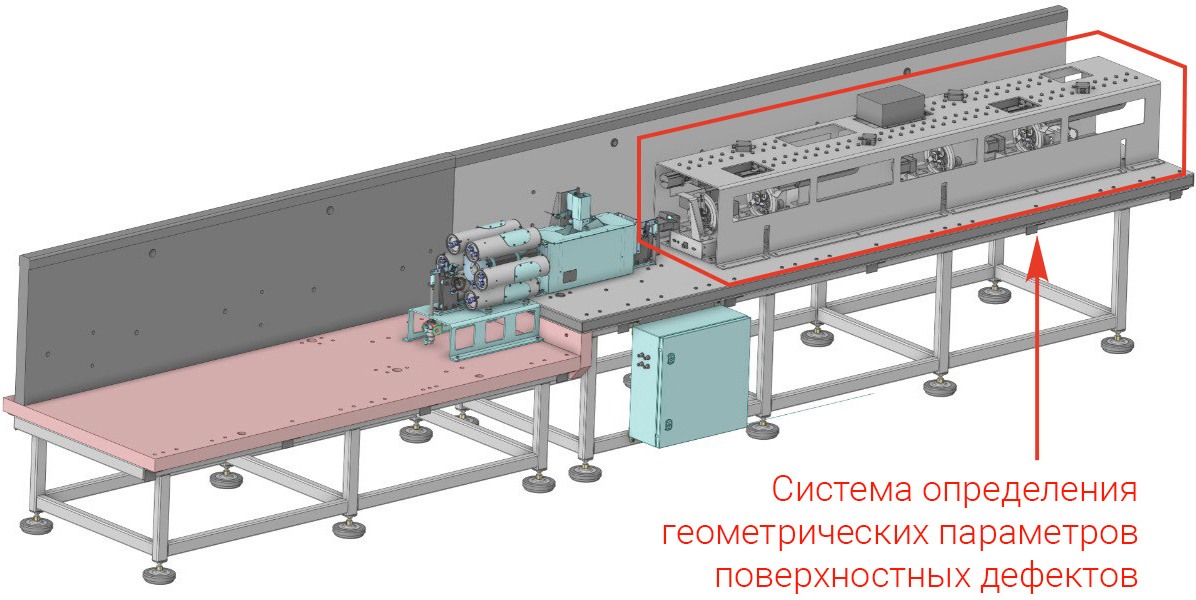
Для осуществления триангуляционного лазерного сканирования последующим определением геометрических параметров дефектов цилиндрическое изделие помещается на кронштейн позиционирования изделия и модулями линейного перемещения размещается лазерный 2D-сканер для точного позиционирования лазера относительно оси испытуемого образца на определенном расстоянии. Сканер работает путём измерения времени, затраченного лазерным лучом на отражение от поверхности объекта, с последующим расчётом расстояния до объекта и формированием 3D геометрии. (второе изображение)
Простейшим подходом к выделению дефектов на поверхности из генеральной совокупности данных является определение максимального отклонения значения измеренной величины, являющейся в общем случае стохастической, от среднего профиля поверхности, и дальнейший поиск данных, отличающихся от выбранного на величину, превышающую величину установленного для изготовления допуска.
Обработка данных сканера осуществляется в специализированном программном обеспечении, разработанном научно-производственным предприятием «ИнтерПолярис».
В ходе исследований была подтверждена высокая степень достоверности и точности результатов измерения параметров дефектов экспериментальным образом системы определения геометрических параметров поверхностных дефектов на двух контрольных изделиях. Точность измерений в диапазоне ± 5 мкм свидетельствует о применимости лазерного триангуляционного метода в системах неразрушающего контроля, предназначенных для контроля поверхностей изделий, к которым предъявляются наиболее высокие требования, а именно изделия атомной энергетики и ракетно-космической отрасли. Возможность обеспечения автоматического режима работы, исключающего человеческий фактор и присутствие оператора в непосредственной близости, обуславливает применение системы определения геометрических параметров поверхностных дефектов для проведения неразрушающего контроля оборудования и изделий, имеющий повышенный радиационный фон.
Таким образом, совокупность высокой достоверности и точности результатов измерения параметров дефектов и автоматический режим работы обуславливают перспективность и востребованность эксплуатации системы определения геометрических параметров поверхностных дефектов. Внедрение системы на производства всех отраслей промышленности расширит использование новых технологий в области неразрушающего контроля, ликвидируя недостатки существующих методов и обеспечив оперативность контроля изделий.